
波峰焊温度曲线图介绍
2015-03-17(6357)次浏览
在预热区内,电路板上喷涂的助焊剂中的溶剂被挥发,可以减少焊接时产生气体。同时,松香和活化剂开始分解活化,去除焊接面上的氧化层和其他污染物,并且防止金属表面在高温下再次氧化。印制电路板和元器件被充分预热,可以有效地避免焊接时急剧升温产生的热应力损坏。电路板的预热温度及时间,要根据印制板的大小、厚度、元器件的尺寸和数量,以及贴装元器件的多少而确定。在PCB表面测量的预热温度应该在90~130℃之间,多层板或贴片套件中元器件较多时,预热温度取上限。预热时间由传送带的速度来控制。
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
在预热区内,电路板上喷涂的助焊剂中的溶剂被挥发,可以减少焊接时产生气体。同时,松香和活化剂开始分解活化,去除焊接面上的氧化层和其他污染物,并且防止金属表面在高温下再次氧化。印制电路板和元器件被充分预热,可以有效地避免焊接时急剧升温产生的热应力损坏。电路板的预热温度及时间,要根据印制板的大小、厚度、元器件的尺寸和数量,以及贴装元器件的多少而确定。在PCB表面测量的预热温度应该在90~130℃之间,多层板或贴片套件中元器件较多时,预热温度取上限。预热时间由传送带的速度来控制。如果预热温度偏低或预热时间过短,助焊剂中的溶剂挥发不充分,焊接时就会产生气体引起气孔、锡珠等焊接缺陷;如预热温度偏高或预热时间过长,焊剂被提前分解,使焊剂失去活性,同样会引起毛刺、桥接等焊接缺陷。为恰当控制预热温度和时间,达到佳的预热温度,也可以从波峰焊前涂覆在PCB底面的助焊剂是否有粘性来进行判断。
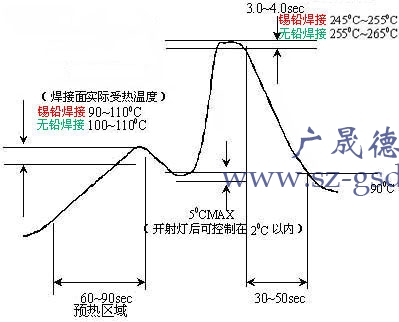
合格温度曲线必须满足:
1: 预热区PCB板底温度范围为﹕90-120oC.
2: 焊接時锡点温度范围为﹕245±10℃
3. CHIP与WAVE间温度不能低于180℃
4. PCB浸锡时间:2--5sec
5. PCB板底预热温度升温斜率≦5oC/S
6. PCB板在出炉口的温度控制在100度以下
各区域温度与持续时间同样是由设备各区温度设定、熔融焊料温度与传送带的运行速度来决定的。波峰焊温度曲线测量仍然需要通过测试手段确定,其基本过程也与回流曲线测定类似。由于PcB的正面(顶面,Top—orBoard)一般贴装密集,因此温度曲线可只检测顶面温度。测试时,首先确定传送带速度,然后记录试验板顶面至少三个点的温度。反复调整加热器温度值使各点温度达到设定的曲线要求,后再进行实装测试并进行必要的调整。在编制工艺文件时,除了记录加热温度曲线设定之外,一般还要记录焊剂及其徐布工艺参数(泡沫高度、喷射角度、压力、密度控制要求以及焊剂情理等),焊料波参数、焊料捡测和撤渣要求等,这些都是波峰焊的主要工艺参数。
最新资讯
-

新能源逆变器智能生产线价格多少钱
新能源逆变器智能生产线的价格因多种因素而异,包括生产线的规模...
-

新能源储能逆变器智能生产线有哪些
新能源储能逆变器智能生产线是一种集成了高度自动化、智能化技术...
-

激光焊接机器人焊接方式
激光焊接机器人的焊接方式主要依赖于激光束作为热源,通过聚焦激...
-

储能逆变器智能生产线的技术特点
储能逆变器智能生产线的技术特点主要体现在以下几个方面:
4000-599-111
服务热线:4000-599-111
联系电话:13682445197
公司传真: 0760-85286527
公司邮箱:[email protected]
公司地址:翠亨新区香山大道34号西湾国家重大仪器科学园2号501




 4000-599-111
4000-599-111